Building the HP-18
PART FIVE
by RICHARD E. SCHREDER
With this issue we are approaching the downhill stretch in our series on building the HP-18 from the kit. Previous months have detailed the work to be done and the step-by-step assembly of the sailplane's tail, wing, flaps, and ailerons. With this issue we will begin work on the fuselage.
To take advantage of the best characteristics of both aluminum and fiberglass, the '18 uses a fiberglass nose section and an aluminum tail cone that begins aft of the wing. The pod is Supplied in the kit in a nearly-finished condition. Compound curves, integral wing fairings, a form-fitting seat, bulkheads, and general contours can be made quicker, cheaper, and better from fiberglass laid up in a permanent mold. The aluminum tail cone is easy to build-and repair-if necessary.
The HP-18 cockpit is only twentyseven inches deep. It was designed this way for three reasons: First, it cuts down the fuselage frontal area by twenty-five percent; second, it improves streamlining; third, it provides more pilot comfort by distributing body weight over a greater contact area. Forward visibility does not suffer and is as good as that of gliders with upright seating.
Let's get to work and begin with the forward section of the fuselage.
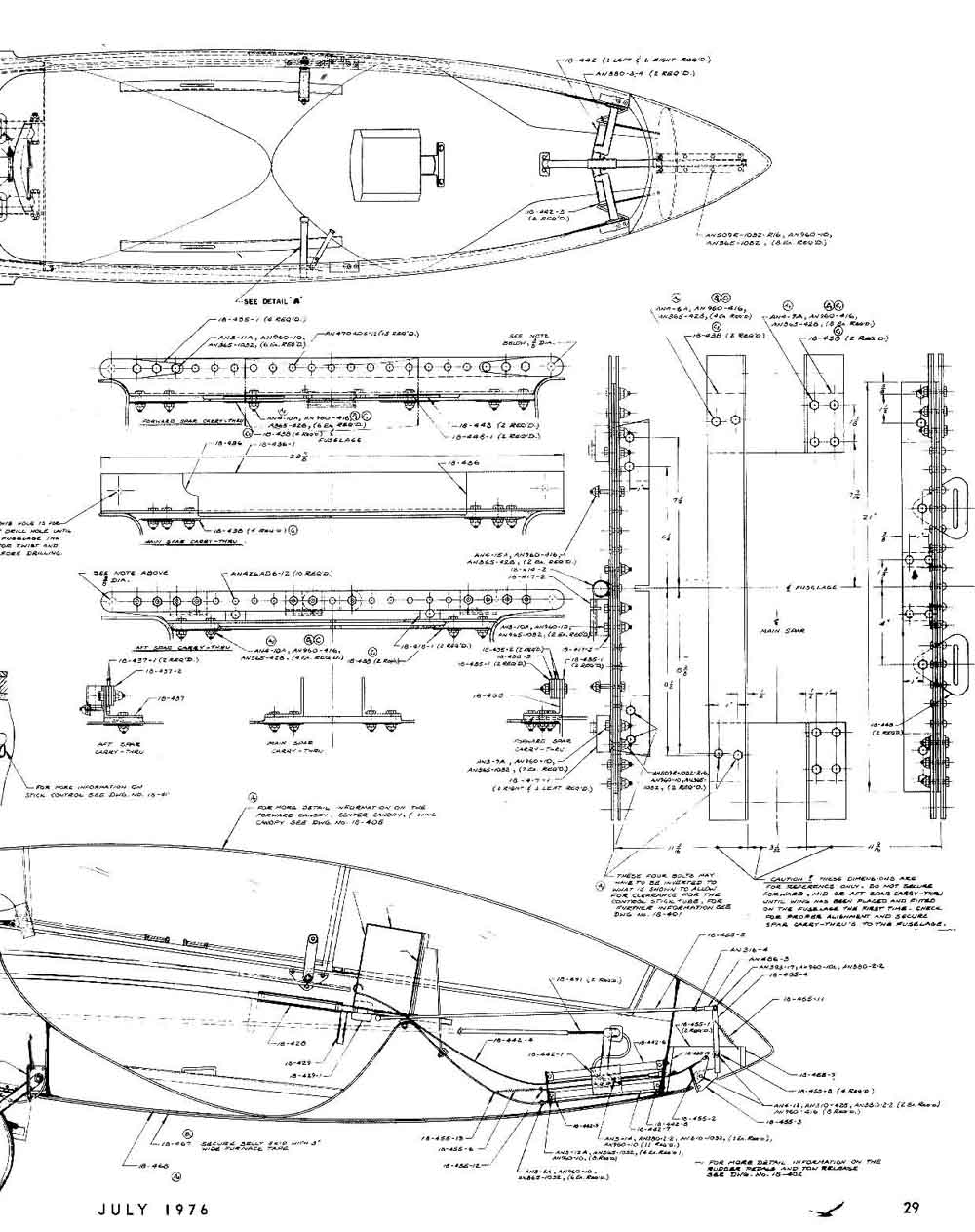
Building the fuselage pod:
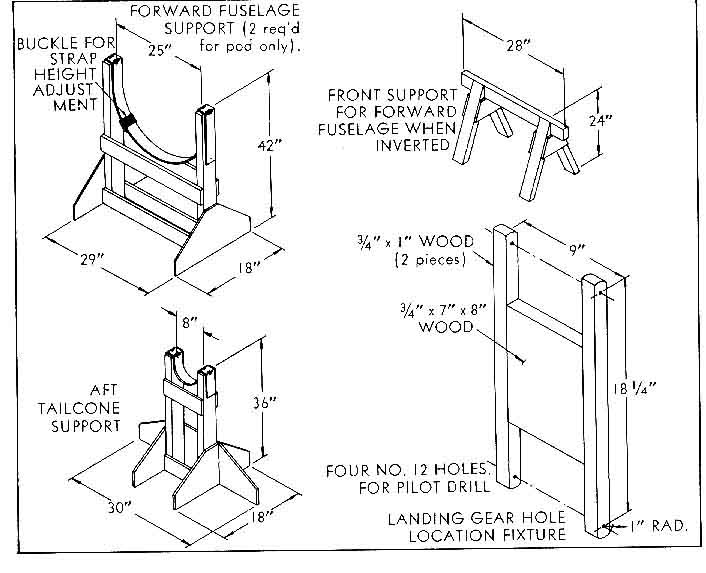
1. Make two fuselage pod supports and one sawhorse as shown.
2. To work on the bottom, place pod upside down on a sawhorse and the rear fuselage support, or on the two fuselage supports for topside access.
3. Mark wheel-well opening and cut out as per drawing.
4. Trim out the vertical construction bulkheads in the wing fairing area so a metal straightedge may be placed across the top side of the bottom wing fairing where the centerline of the main wing spar will lie. Place a level on this straightedge and block the fuselage pod so that the bubble is centered.
5. Construct a wheel-well landing-gear pivot point, locating fixture as per drawing.
6. Draw a vertical centerline on the front side of the rear wheel-well bulkhead.
7. Mark a horizontal crossline on the centerline six inches up from the inside bottom of the fuselage shell at the front edge of the rear wheelwell bulkhead.
8. Use the 90-degree leg of a triangle, held in the corner of the wheel well, to extend the horizontal line forward on each wheel-well side bulkhead.
9. Hold the drilling fixture (see illustration) in position on the rear hole lines with ends of the fixture touching front and rear bulkheads.
10. Drill all four pilot holes. Make sure that front holes are going through the centers of the front horizontal side panel lines.
11. If any of the pilot holes are too close to the edge of their reinforcing pad for full coverage, the shy pads will have to be extended with more glass cloth and resin.
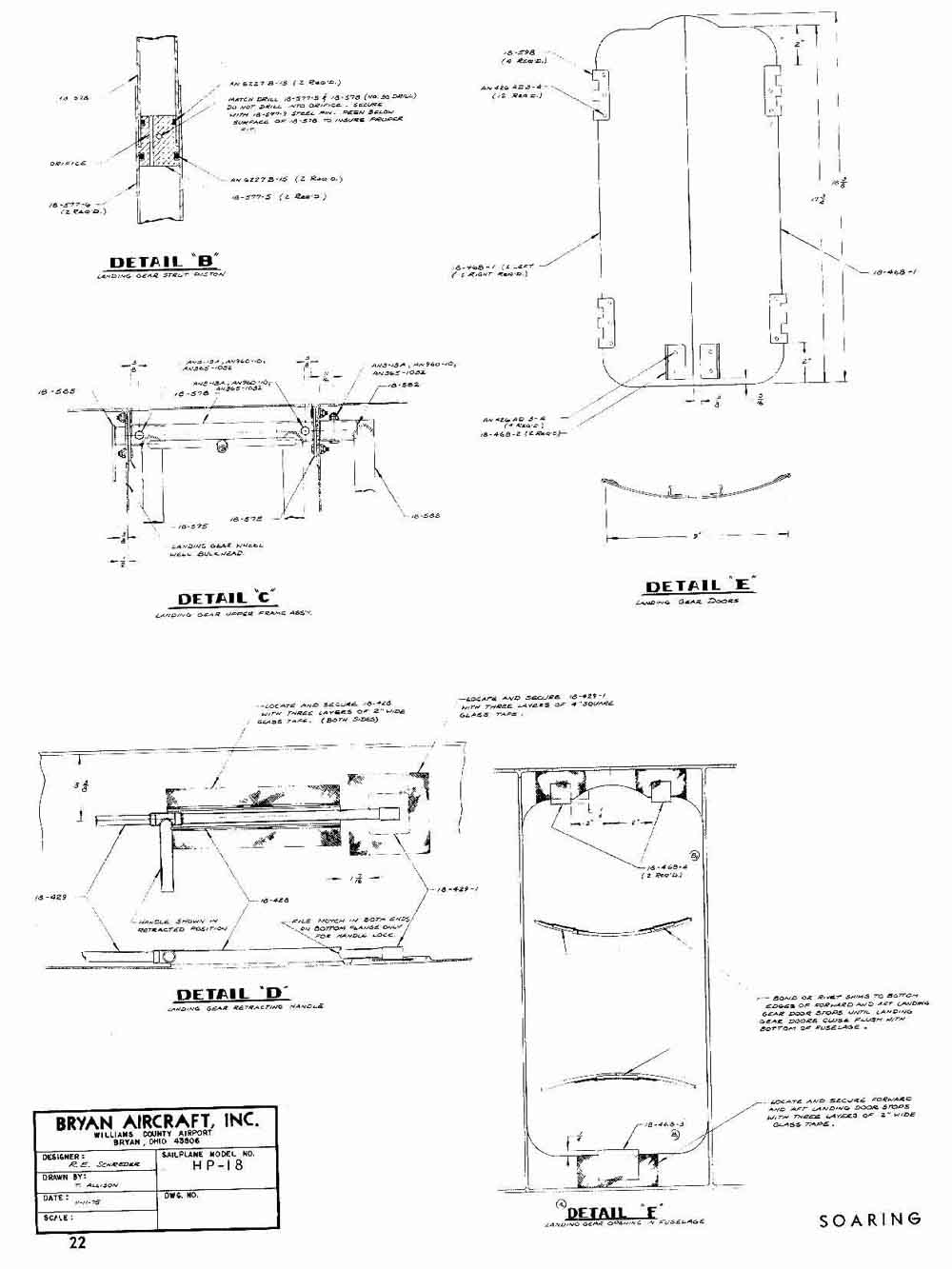
12. When everything is okay, cleco the aluminum pivot plates (18-575) in place and drill (No. 12) the 10-32 bolt holes. A short electric drill, air drill, or 90-degree angle drill will do the job. If necessary, file corners of the plates to fit the corners of the reinforcing plates before drilling the 10-32 bolt holes.
13. Number all plates so that they don't get mixed up.
14. Bore front plate pivots out to .500".
15. Bore rear plate pivots out to .875" plus whatever is required to allow the 7/8 "-diameter pivot tubes to rotate freely.
16. Reinstall plates and file matching holes to fit in the fiberglass mounting pads.
17. All bulkheads joining with other bulkheads and the fuselage shell must be cleaned with MEK or lacquer thinner, sanded, and taped with two layers of two-inch fiberglass tape, and polyester resin (provided in the kit). Epoxy resin may be used if desired. Inspect all bulkheads to make sure that no tape has been omitted. This applies to bulkheads already installed in the pod as supplied and those installed later by the builder. The wing attachment to the fuselage depends upon the integrity of these joints, and wing carry-through angle mounting bolts must go through the angles formed by the tape under the horizontal bulkhead below the wing.
18. Install landing-gear operating-arm support channel. Main-wheel-down locking is accomplished by the handle being forced down over the forward end of the bottom channel leg and over the aft end for "up" locking. Length of this channel is important as it must hold the actuating arm forward with enough tension to keep the shock-strut knuckles locked over center. A small arc is filed into the front and rear ends of the bottom leg to retain the gear handle in both the up and down lock positions.
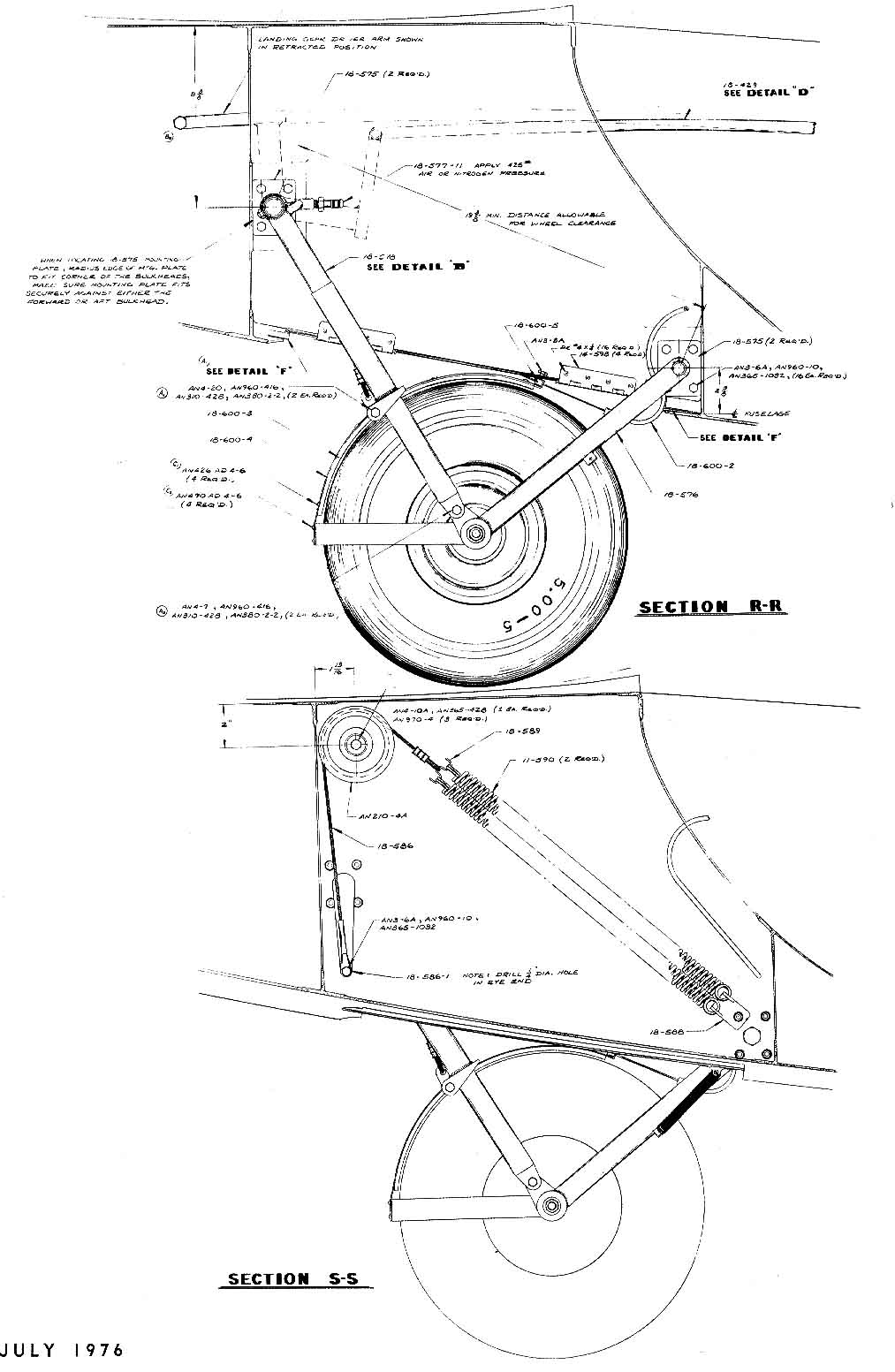
19. Install landing gear as per drawings.
20. Using a No. 14 drill, be sure to make holes for 10-32 through-bolts that secure pivot tube and bellcranks to the shock absorber fork assembly. Ream very carefully with a 3/16" hand reamer to get snug fits which will prevent sloppiness in the gear retraction and down-lock systems.
21. Paint all outside surfaces and grease telescoping parts before final assembly to prevent corrosion and facilitate any subsequent disassembly.
22. Check landing gear for proper operation. Extension and retraction should be free and easy. No looseness should exist in the down-lock linkage,
23. Install landing gear doors and springs.
24. Paint inside of fuselage.
25. Cut holes through fuselage bulkheads for rudder cables, flap drive system, wheel retracting system, control stick, push/pull rods, ruddervator push/ pull tubes, access in No. I fuselage pod bulkhead, and four-inch diameter access through bulkhead at flap/aileron mixer. Consult appropriate drawings for proper locations.
26. Install flap carry-through torque tube assembly. Centerline of pivot supports must intersect flap hinge centerlines at flap root-rib driver positions to ensure free operation at all flap angle settings.
27. Install flap operating handle and connecting linkage.
28. Install tow hook assembly. (No. I bulkheads have been left out of some pods to facilitate this installation. in such cases, it will be necessary to install this bulkhead with tape and resin on both sides after tow hitch installation has been completed.)
29. Install rudder pedal assembly and ruddervator mixer assembly. [Ed note: because of space limitations, drawings for these assemblies will appear next month.]
30. Slip rudder cables through rudder pedal tubes and secure forward ends to No. I bulkhead.
31. Slip 1/4" nylon tubes over rudder cables, fit thimbles, nicopress fittings, and clevises to connect cables to mixer. Squeeze nicopress fittings.
|
HP-18 fuselage Homebuilder Ed Frappier beside his completed fuselage. |
32. Fit and install ruddervator push/pull tubes.
33. Install control-stick assembly.
34. Install the aileron-belicrank support assembly.
35. Install tail-wheel assembly.
36. Install tail-wheel steering cables and springs.
37. install belly skid with two-inch furnace tape. No screws are required. Prebend skid to fit belly from aft edge of tow hitch to front edge of door opening.
38. Tape rudder cable nylon tubes to cockpit sides. Tape alone won't hold tubes in place. Cut two lengths of 3/4, x 3/4" x 45" pine and rout a 1/4" x 1/4" groove down the center of each one. Sand the corners of the grooves and clean the grooved sides thoroughly. Clean and sand the area of the cockpit to be taped. Apply resin to length of two-inch glass cloth tape, center on grooves in 3/4 " x 3/4 " wood strips and press tape into grooves with the tube-covered cables. Press wood bars against side of cockpit by wedging 3/4" x 3/4" sticks of appropriate length between bars and opposite side of cockpit. Apply sufficient additional resin with a brush to remove air bubbles and get the tape to lie flat against the cockpit side wall.
39. Mount instrument panel and install instruments.
40. Install battery.
41. Install radio and speaker.
42. Install audio speaker.
43. Install tow release handle. [Drawing next month.]
44. Install rudder adjustment control.
45. Install electric wiring. Route wires through seat belt angles.
46. Install pitot and static fittings and connect to instruments.
47. Install shoulder harness and seat belt.
48. Install headrest. [Drawing next month.]
Building the aft fuselage (tail cone):
1. Assemble the two side rail channels by joining the eight-foot and four-foot sections with the short telescoping splicing channels.
2. Drill (No. 41), remove chips, and rivet the flanges. Do not drill the web holes at this time as these can best be drilled when the skins are installed.
3. Mark centerlines on the outside web of each side rail with a ballpoint pen.
4. File the two long edges of each pre-rolled skin to ensure a good joint fit.
5. Clamp the two side rails to one of the two identical skins. Ensure that the channel centerlines are just visible above the skin edges.
6. Pre-drill (No. 41) all lower bulkhead flange rivet holes (one hole in the center of each flange tab).
7. Install the rear end bulkhead so that there is just enough skin overhang to completely cover the bulkhead flange when bulkhead is square with side rails.
8. Adjust the side rails so that their aft ends just touch the forward edge of the rear bulkhead flange.
9. Drill skin to rail holes (No. 41) with drill guide and then cleco.
10. Slide all bottom bulkheads in place.
11. Loosely clamp a metal strap across the top of the rails just ahead of each bulkhead.
12. Pull the side rails together at each bulkhead with a 1/4" rope or pipe clamp so that each side rail is perfectly straight. Check with a string. Tighten the strap clamps.
13. Stretch a centerline string down the centers of all the cross straps.
14. Twist the assembly as necessary to ensure that the side rails are level when sighted from the side or check with a carpenter's level.
15. Check all bulkheads to verify that they are correctly spaced as per drawing and square vertically and horizontally with the center string.
16. Drill and cleco through the end of each strap and side rail.
17. Drill skin through all bulkhead bottom flange holes and cleco.
18. Drill skin through remaining bulkhead flange holes by working up each side from the bottom and cleco as you go. This procedure will prevent skin-to-bulkhead flange gaps between holes.
19. Draw centerline on top side of upper skin.
20. Mark locations and drill (No. 41) holes through top skin on centerline for top flange holes in top bulkheads. Spacing should be the same as on the bottom skin. Start the rear bulkhead hole the same distance in from the aft end as measured on lower skin and work forward.
21. Drill skin flange holes in the top-half bulkheads. Omit holes in center flange tab and the flange tabs adjoining the side rails.
22. Mark the bulkhead center flange centerline (parallel to the web side of the flange) on all top bulkheads.
23. Clamp the top bulkheads to the rails directly above the lower bulkheads. Unit should be clamped in cradles and adjusted for 0-degree twist by placing bars across each end and sighting them parallel.
24. Place the top skin in position and tape to the bottom skin so that the rear bulkhead centerline appears through the center of the rear centerline hole.
25. Drill (No. 41) through rear skin centerline hole and rear bulkhead, Install cleco.
26. Move front bulkhead as necessary to align flange centerline in center of skin hole.
27. Drill (No. 41) through hole and cleco.
28. Repeat steps 26 and 27. Move other top bulkheads with a sharp pick through the skin holes until the centerlines are centered in each skin hole.
29. If the side skin edges appear to be jammed together, remove the tape and run a metal strip along the joint underneath the top skin to see if it wants to overlap the bottom skin. If so, scribe guideline for trimming after skin is removed.
30. Install a strap or rope around the fuselage just ahead of each bulkhead and tighten just enough to make sure that the skin is in contact with each top bulkhead.
31. Draw a line vertically across the side skin joint centered over the first flange rivet hole in the lower bulkheads on each side of the tail cone.
32. Mark a crossline on each upper end of the vertical line that is the same distance from the skin joint as the first lower bulkhead flange rivet is below the joint.
33. Drill (No. 41) holes through the resulting cross marks into the first flange on each side of the upper bulkheads.
34. Drill (No. 41) holes through upper skin and side rails on both sides. Use the drill guide.
35. Drill (No. 30) all skin holes in rear bulkhead. See fuselage drawings for proper spacing.
36. Drill out all upper side rail holes to No. 35 size for pop rivets.
37. Remove top skin and bulkheads from lower assembly and reassemble top unit.
38. Install reinforcing strip for front stabilator fittings on inside of No. I I bulkhead flange and extend skin holes through fitting.
39. Invert top assembly and support in cradles.
40. Drill all remaining bulkhead flange skin holes by running a twelve-inch long No. 41 drill through flange holes.
41. Disassemble all skins, bulkheads, and rails, and remove all chips.
42. Countersink all skin holes except those in the rear bulkhead and those that get drilled for bolts in No.11 top bulkhead.
43. Rivet all bulkheads (except rear) to top skin.
44. Rivet all bulkheads to bottom skin.
45. Clean, glue, and rivet bottom skin and rails together. Don't forget that rivets going through side rail splice must be 426 3-4's instead of 3-3's. Remove excess glue from side rail with lacquer thinner.
46. Pop rivet tie straps across rails.
47. After tail stabilizers have been mounted, rear static ports have been installed, tail wheel cables are in, fuselage halves have been mated and access is no longer necessary, the top half can be cleaned, glued, and pop riveted in place. Clean up excess glue with lacquer thinner.
Joining the front and rear fuselage sections:
1. File the outside surface of the step in the rear end of the fuselage pod to remove any irregularities that might interfere with proper seating of the .032"-thick tail cone skin.
2. Measure the outside width of the aft end of the fuselage pod step. It should be 14 15/16". If resin shrinkage has narrowed this elliptical shape, wedge a stick of appropriate length across the inside to restore the above dimension.
3. Sand the inside surface of the reinforced attaching ring at the rear end of the pod. Ring thickness should be uniform.
4. Clean and roughen the aluminum bearing strips (18-209), apply EA 9410 adhesive and clamp in place on the inside surface.
5. When glue has set, remove clamps and sand aft edge to remove any irregularities and to establish a flat plane.
6. Hold a piece of 3/4" plywood against the aft end of the pod and trace the outside periphery on the plywood.
7. Saw and sand the plywood to the line. Don't remove the line.
8. Place this ellipse inside the front end of the assembled tail cone so that it fits tightly and is square with the centerline axis. Trace around the front face of the plywood onto the inside of the tail cone skin.
9. Remove the plywood and check the distance of the line from the bulkhead web at various points. If all are not equal, redraw the line so that they are.
10. Trim skin 1/2" ahead of this line. This gives 1/4" extra material for a safety margin.
11. Support the tail cone and pod in cradles that will permit joining at the proper angle.
12. Side view alignment can be maintained by stretching two horizontal strings parallel to the tail cone centerline and two feet on either side of the tail cone and pod centerline.
13. Clamp a vertical stick on the rear tail cone bulkhead centerline, another on the pod centerline at the rear spar bulkhead, and a third at the front canopy cutout centerline.
14. Draw a horizontal line on the last stick one inch above the center peak of the nose section.
15. Adjust the front end of the pod tip or down until the mark on the nose stick is on the plane defined by the two parallel strings. The tail cone centerline must still coincide with both side strings when viewed from the side.
16. Alignment of vertical centerlines at pod-to-cone junction and both ends can be obtained by moving nose of pod sideways until edges of sticks on centerlines all coincide when viewed from front or rear.
17. Trim forward end of cone to get tight even fit. A line drawn one inch in front of pod step will provide a handy reference to measure aft from to establish new trial trimlines on the tail cone.
18. Make trial cuts 1/8'' (or less) wide to avoid trimming too much of the tail cone off at one time. Check fit after each cutting.
19. Make sure that vertical sticks are truly vertical on the cone and pod and that they are still in line. Rotate the pod as necessary to eliminate any relative twist.
20. When you are satisfied with the fit of the joint and alignment of the two fuselage sections, you may lay out and drill the joining screw pilot holes.
21. Draw a hole centerline 1/2" aft of the forward skin edge on the tail cone.
22. Mark the fir-,t holes on top and bottom fore and aft centerlines where they intersect the circumferential centerline.
23. Mark intermediate bole locations on 1 1/2" spacings with the last holes centered on the four side horizontal rivet row centerlines.
24. Drill all holes with a No. 30 drill and cleco. Recheck alignment.
25. Drill (No. 13) all holes and ream with 3/16" hand reamer just enough to allow screws to be pressed in by hand. Place screws in holes as drilling progresses.
26. Disassemble pod and cone. Clean out chips and countersink holes in fiberglass pod, Do not countersink holes in aluminum tail cone skins.
27. Preset micrometer countersink on test piece of plastic and tighten screw through piece of .032 aluminum and plastic to get proper dimple with head perfectly flush.
28. When ready for final permanent assembly, clean fiberglass, sand with emery cloth, and clean again with lacquer thinner. Clean aluminum, scuff with Scotchbrite, and clean again.
29. Coat screws and nuts with paste wax to keep adhesive from locking nuts on screws so that they can be removed later if necessary.
30. Cut four-inch diameter access hole in pod bulkhead aft of rear spar to permit access for nutting screws extending through the pod attaching ring.
31. Mix and apply EA 9410 adhesive. Install screws, washers, and nuts. Draw nuts up with ratchet wrench. Tail cone skin will dimple into countersunk fiberglass holes as nuts are tightened. Tapping around screw heads with a plastic hammer will help seat heads in dimples. Remove excess glue from outside skin with lacquer thinner before the epoxy sets up.
32. It is not necessary to apply any cloth and epoxy over this joint as either screws or epoxy alone provide the necessary strength.
|
|
Next month: Mounting tail, fairings, wings, assembling the canopy, painting, figuring the c.g.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}